

结构紧凑,占地面积小,节省场地
PC+PLC控制系统
红外预热,热效率高,温度均匀性好
喷雾采用步进马达驱动,更加平稳可靠
采用缩小容量锡炉,降低成本投入
波峰焊ETS系列产品特点:
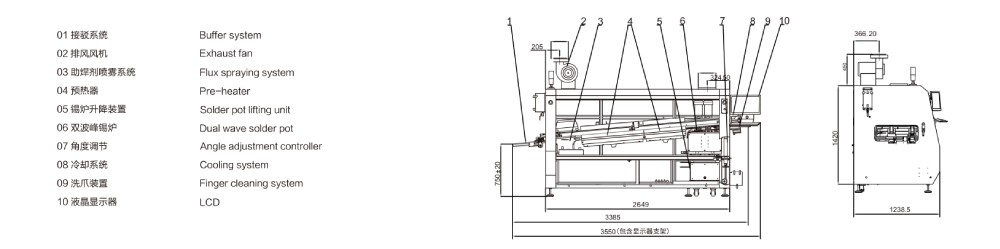
●传输系统:直联式入板结构,特制不锈钢链条传输,铝合金导轨独特设计,经久耐用;运输系统:采用分段浮动式结构,有效防止导轨变形;
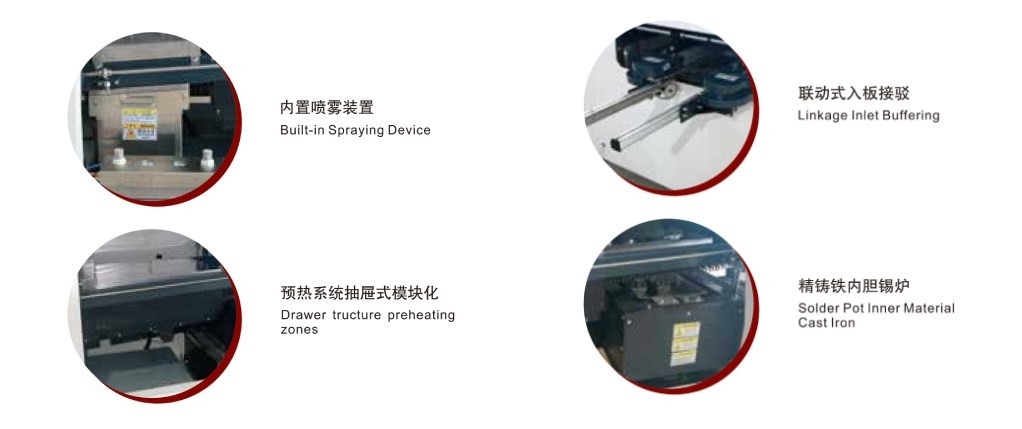
●预热系统:采用抽屉式模组式节能设计, 红外预热, 温度控制方式采用PID方式, 使温控精度达到±2℃, 预热区与焊接区的温度下降值≤5℃;
●喷雾系统:采用精密型调节阀进行数字化调节,方便管理。喷嘴移动采用步进马达控制。助焊剂自动稳压供给,可使喷雾流量迅速达到饱和,顶部抽风,过滤系统;
●锡炉采用外热式加热,锡炉内胆采用铸铁制作,内表面防腐蚀处理,两个低流速喷口、低氧化量设计;
●强制自然风冷却系统;
●PC+PLC控制系统, Windows 7操作系统, 中/英文操作界面, 工艺曲线/数据自动存储功能, 助焊剂液面过低过高报警; 锡液面过低报警;
| 型号 | ETS-300 | ETS-300E |
| 外形尺寸LxWxH(mm) | 3385x1240x1540 | 3385x1190x1540 |
| 重量 | 约1150kg | 约1100kg |
| 电源 | 3PH 380V 50HZ | 3PH 380V 50HZ |
| 启动功率 | 28KW | 27KW |
| 正常运行功率 | 7KW | 6.7KW |
| 控制系统 | PC+PLC | PC+PLC |
| 喷雾移动 | 步进马达 | 步进马达 |
| 喷雾气压 | 0.2Mpa~0.4Mpa | 0.2Mpa~0.4Mpa |
| 助焊剂流量控制 | option | option |
| 助焊剂自动添加 | 标配 | 标配 |
| 抽风方式 | 上抽风 | / |
| 抽风管直径(mm) | Φ250 | Φ250 |
| 抽风机功率 | 370W | / |
| 预热方式 | 红外 | 红外 |
| 温度控制方式 | PID | PID |
| 预热区数量 | 2 | 2 |
| 预热区长度(mm) | 1500mm | 1500mm |
| 预热温度可调范围 | 室温~200℃ | 室温~200℃ |
| 预热升温时间(min) | 约12min(设置:150℃) | 约12min(设置:150℃) |
| 宽度范围(mm) | 50~300 | 50~300 |
| PCB传送方向 | L-R(可选:R-L) | L-R(可选:R-L) |
| 传送速度范围(mm/min) | 500~1800 | 500~1800 |
| 运输高度(mm) | 750±20 | 750±20 |
| 允许PCB元件高度(mm) | 上120 下15 | 上120 下15 |
| 速度控制方式 | 变频器闭环无级调速 | 变频器闭环无级调速 |
| 爪 | 1.重型双钩爪 2.轻型双钩爪 | 1.重型双钩爪 2.轻型双钩爪 |
| 导轨角度 | 4~6° | 4~6° |
| 锡炉类型 | 机械式 | 机械式 |
| 锅炉材质 | 铸铁 | 铸铁 |
| 波峰调节方式 | 电脑数字控制 | 电脑数字控制 |
| 冷却方式 | 强制风冷 | / |
| 锡炉加热功率 | 9KW | 220V 9KW |
| 锡炉最高温度 | 300°C | 300°℃ |
| 锡炉容量 | 350KG | 350KG |
| 波峰驱动功率 | 180W*2 3PH 220VAC | 180W*2 3PH 220VAC |
| 锡炉升温时间 | 约150min(设置:250℃) | 约150min(设置:250℃) |
| 炉温控制方式 | PID | PID |
| 洗爪系统 | 毛刷 | / |










