
2022-05-10
波峰焊是将熔化的焊料,经电动泵或电磁泵喷流成设计要求的焊料波,使预先装有电子元器件的印制板经过焊料波,完成元器件焊端或引脚与印制板焊盘间机械与电气衔接的软钎焊。波峰焊用于印制板装联已有40多年的历史,现在已成为种十分老练的电子装联工艺技术,现在首要用于通孔插装组件和选用混合组装方法的表面组件的焊接。

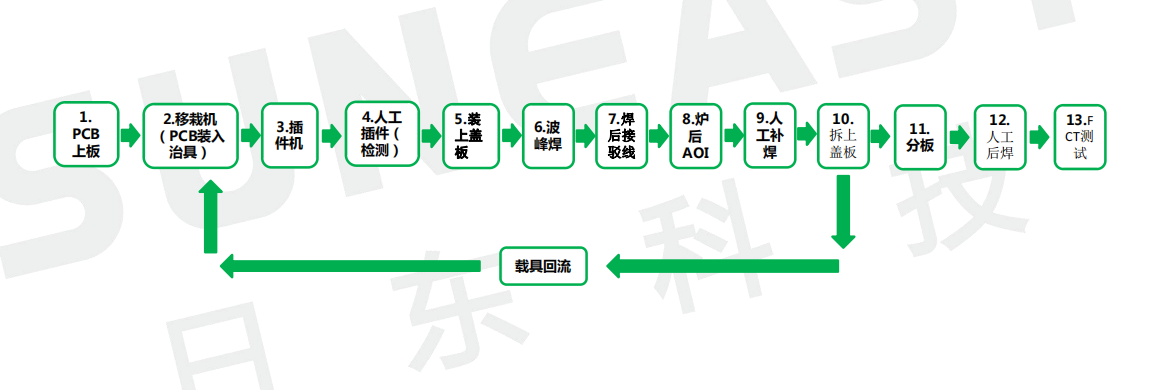
波峰焊工艺流程
波峰焊流程管控的意图
坚持工艺进程的安稳,实施对缺点的防备。查验波峰焊制程是否契合产品的焊接质量要求,坚持工艺进程的安稳,实施对缺点的防备。查验波峰焊制程是否契合产品的焊接质量要求,工艺管控按照此规程的依据。控按照此规程的依据。
波峰焊流程管控权责人
波峰焊操作人员担任履行监控工程师担任工艺制程编制,工程师担任工艺制程编制,处理和调整出产进程中波峰焊不能满意操控要求等反常情况监控钎料槽杂质的含量、送样检测成份、检测陈述剖析及反常处理。控钎料槽杂质的含量、送样检测成份、检测陈述剖析及反常处理。
波峰焊参数设置和操控要求
1、波峰焊设备设置
a、定义:焊点预热温度均指产品上的实践温度,波峰焊预热温度设定值以获得合格波峰焊曲线时设定温度为准。
b、有铅波峰焊锡炉温度操控在245±5℃,测温曲线PCB板上焊点温度的最低值为215;无铅锡炉温度操控在265±5℃,PCB板上焊点温度最低值为235℃。
c、如客户或产品对温度曲线参数有独自规则和要求,应依据公司波峰焊机的实践性能与客户协商断定的规范,以满意客户和产品的要求。
1)浸锡时刻为:波峰1操控在0.3~1秒,波峰2操控在2~3秒;
2)传送速度为:0.7~1.5米/分钟;
3)夹送倾角为:4~6度;
4)助焊剂喷雾压力为:
5)针阀压力为:2~4Pa;
6)除以上参数设置规范规模外,如客户对其产品有特别拟定要求则由工艺工程师在产品作业指导书上依其规则指明履行。
2、波峰焊温度曲线参数操控要求
a、如果在丈量温度曲线时使用的PCB板为产品的原型板,则所测地温度比相应的助焊剂厂家引荐的规模高10~15℃.所谓样板,圆形板尺度太小或板太薄而无法容下或接受测验仪而另选用的PCB板。
b、关于焊点面有SMT元件(印胶或点胶)不需要用波峰焊模具的产品,焊点面浸锡前实测预热温度与波峰1最高温度的落差操控小于150℃.
c、关于使用二个波峰的产品,波峰1与波峰2之间的下降温度值:有铅操控在170℃以上;无铅控200℃以上,避免二次焊接。
d、关于有铅产品焊接后选用天然风冷却,关于无铅产品焊接后选用制冷压缩机强制制冷,焊接后冷却要求:
1)每日实测温度曲线最高温度下降到200℃之间的下降速率操控在8℃/S以上。
2)PCB板过完波峰30秒(约在波峰出口出处方位)焊点温度操控在140℃以下。
3)制冷出风口风速有必要操控在2.0—4.0M/S.4)对制冷压缩机制冷温度设备探头显现温度操控在15℃以下。
e、测验技术员所测验温度曲线中应标识以下数据:
1)焊点面规范预热温度的时刻和浸锡前预热最高温度;
2)焊点面最高过波峰温度;
3)焊点面浸锡时刻;
4)焊接后冷却温度下降的斜率;
3、波峰焊机面板显现作业参数操控
无铅波峰焊工艺参数设置
无铅波峰焊参数设置
有铅波峰焊参数设置
有铅波峰焊参数设置
4、波峰焊操作要求及内容
a.依据波峰焊接出产工艺给出的参数严格操控波峰焊机电脑参数设置;
b.每天准时记载波峰焊机运转参数;
c.保证放在喷雾型波峰焊机传送带的接连2快板之间的间隔不小于5CM;
d.每小时查看波峰焊机助焊剂喷雾情况,每次转机时有必要点检喷雾抽风罩的5S情况,保证不会有助焊剂滴到PCB板上的现象;
e.每小时查看波峰焊机波峰是否平坦,喷口是否被锡渣阻塞,问题当即处理;
f.操作员在出产进程中如发现工艺给出的参数不能满意要求,不得自行调整参数,当即告诉工程师处理。







