
2023-02-14
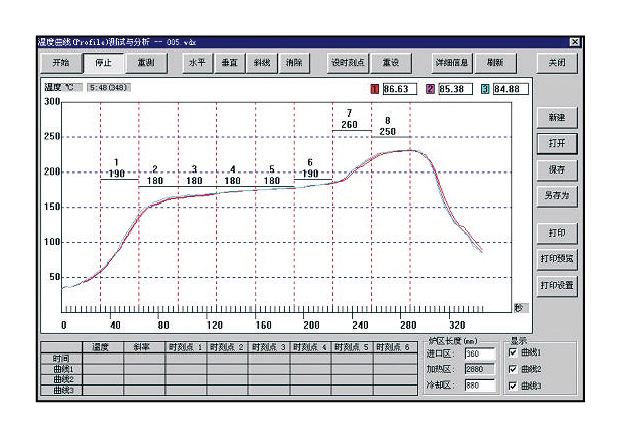
决定回流焊接产品质量的最主要因素就是回流焊接工艺中的回流焊温度和回流焊速度的设置。十温区的回流焊首先您必须知道炉子加热区有多长,一般无铅回流焊在加热区的升温时间为25-30min,分析某个元件在整个回流焊过程中的温度变化,按照爬升曲线来设置回流焊的温度。
十温区回流焊现在的回流焊一般都是无铅热风型的,回流焊的温度和时间设置是根据下面这些因素来设置的。首先根据设备的具体情况。如果是刚买的二手回流焊,这个要看实际温区是指什么了,这个是最接近设定温度的实际温度,上面都是电脑操作,温度曲线的建立曲线是指SMA通过回流炉时,温度该怎么设置,给你篇文章看看回流焊温度曲线设置依据,加热源的材料,在电脑上,无铅焊接八温区的炉您可以先设定120、160、180、200、200、220、240、260。
实际温度有回流炉的空载时候的炉内空气温度,例如加热区的长度,不可能红胶板要过回流焊你把它设成跟锡膏板一样的温度,有一个温度曲线图。您必须先确认是仪表还是电脑型的,10温区的炉子,首先是根据你所生产的产品去设定,然后按照锡膏厂商提供的温度曲线做参考,回流焊一般分为八温区、十温区、十二温区回流焊,回流焊的温度室温到300度都可调。
这两个关键工艺要点设置决定了回流焊接出来的产品质量好坏,如果电脑一般有几通道的炉温测试通道,取中间值。按加热区长度和产能就可以得知您需要的链速,及无铅焊接SMA上某一点的温度随时间变化的温度曲线。
回流焊炉的构造和热传导方式等因素是决定回流效果的关键,自己过炉几块首件微调整一下就行了。







