
2022-08-29
回流焊SER系列控制系统介绍:
1、回流焊运输系统
PCB产品是通过运输系统的传送而通过回流炉的。运输系统主要由运输导轨、传送链轮、链条和传送网带等组成。传送网带为标准的440mm(Max560mm)不锈钢网带,传送速度通过控制软件无级调速。运输导轨的宽度根据PCB板尺寸通过变向器及丝杆、螺母传动自由调节,宽度可调至400mm(最大460mm)。
采用链网传输,驱动装置安装在炉子的出口处。驱动装置包括驱动马达、驱动轴、驱动链条及链轮、导向丝杆及其它导轨运输元件等。
2、回流焊炉内温区构成
SER系列回流炉炉体主要由进口、预热区、保温区、回流区及冷却区组成。以导轨为中心,上、下温区独立循环、独立控温。每一独立温区的气流均经过加速增压及加热后通过整流板均匀地作用在PCB上、下两面上。SER系列回流炉所有加热区均有上下两个加热模块(详见3.3节回流炉结构简图),独立循环、独立控温。各温区采用相同模块式结构,易于维护和更换。
3、回流焊冷却区
SER系列回流炉冷却区在回流区之后,是专门制作的冷却模块,外接冷水机,可实现高效冷却。
选配氮气装置时采用双冷却区冷却:通过水冷式热交换器、冷却风机及出口处的气帘等装置将经过热交换冷却后的气体从上面作用在PCB板上。PCB板经过冷却区强制冷却后被运输系统送到炉子外面,完成回流焊接。
热交换器对助焊剂有过滤作用,可保证洁净的气体在炉内循环;冷却风机风量适当,可维持冷却区稳定的惰性气体含量。
采用模块式结构,热交换器,冷却风机、整流孔板的维护便捷。
4、回流焊运输速度控制
回流炉运输系统的速度可根据用户的需要自行设定,由软件进行控制。控制精度可达±2mm/min。
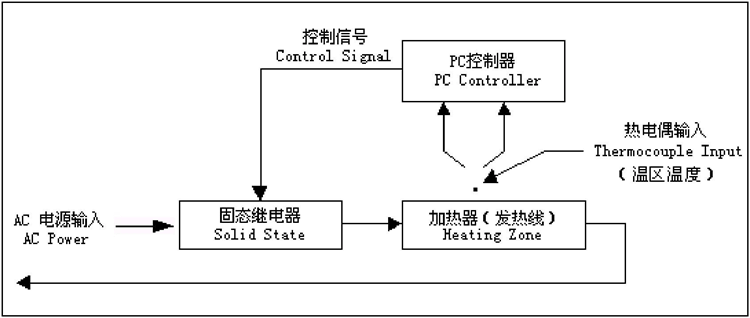
5、回流焊温度控制
各温区设定温度通过软件操作进行设置,各温区的实际温度通过安装在每个温区的热电偶传递并显示在PC监视屏上,同时也将控制信号反馈给电控箱中的固态继电器以提供足够的动力将温度维持在设定的数值。
6、回流焊测温线接口
SER系列回流炉测温线接口安装在机器前面的操作控制面板上。测温线输入端与工控机上的测温卡相连,通过回流炉控制软件捕捉到焊接时的温度曲线,并可显示、打印及存储调用温度曲线。
7、回流焊温度超差报警保护
当实际温度超过设定温度上、下限时,系统将通过软件控制发出报警信号、显示报警信息,同时所有加热区停止加热(冷却区温度超差只报警,不停止加热)(如温区温度设定为200℃,当上、下限温度设定为10℃,则当实际温度超过210℃或低于190℃时则会发出报警),运输系统继续运行,将PCB板安全送出回流炉。在故障原因排除后,重新打开加热开关进行加热。
8、回流焊气体控制
SER7系列回流炉要求有气体控制装置,因为要供给炉子洁净的氮气或空气。气体控制装置有:
进出口气帘
进、排气装置及控制软件
流量计及氧气浓度分析仪(氮气型选配)
可选配助焊剂回收装置
9、回流焊控制系统
SER7系列回流炉控制系统由PC+PLC及回流炉控制软件等组成。可实现对系统的设置、对过程精确控制(如速度、温度、工作时间)、对状态实时监控(温度曲线、超温、电源缺相)等功能。
PC控制系统的安装见3.3节的结构简图。显示器安装在炉子一端的悬臂架上,可根据使用需要转动悬臂以调整显示器和键盘的位置;PC安装在显示器下面的机架内,四周有机器门板防护,通过网络线与PLC连接。







