
2022-09-02
在SMT回流焊接中,回流焊炉温曲线是影响回流焊产品质量的关键因素,回流焊的温度设置是否正确直接决定了回流焊的质量好坏。回流焊的温度设置过高或者产品过回流焊的时间太长,会造成PCB板和元器件上的金属粉末产生氧化,影响元器件的功能,还有可能损坏电路板。回流焊温度曲线要遵循以下标准去设置:
1、首先回流焊的温度要参照配套使用的锡膏成分、焊膏厂家给出的的温度曲线来设置;
2、其次根据所使用的PCB板的尺寸大小、材质、PCB板的厚度和特点进行设置;
3、然后根据PCB板上元器件的大小、种类、PCBA板面上元器件的分布及密集度、和元器件的耐温性,再结合特殊元器件(如:BGA、CSP等)的要求来设置;
4、根据炉膛内的温度传感器所在位置来设置各个温区的温度,如果传感器的位置在炉膛内部,那么设置的温度要比实际的温度高出30℃左右;
5、另外还要考虑排风量的大小,确定产品的温度曲线时,应定时测量排风量的大小,然后跟据实际的排风量来确定对温度曲线的影响。
6、最后再结合回流焊设备每个温区的情况,加热区的长度、设备的结构和加热方式等来设置;
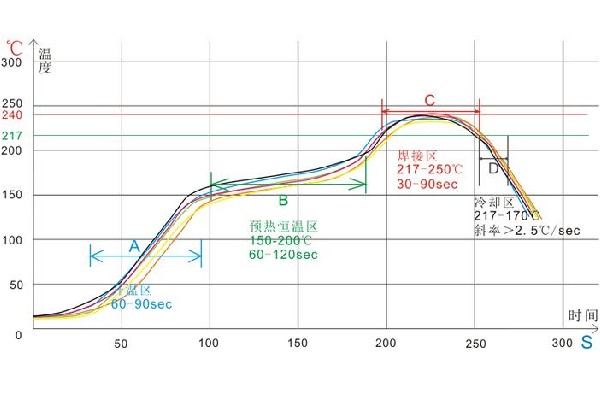
回流焊每个温区的温度如何来设置,是依据回流焊的四个温区(预热区、恒温区、焊接区、冷却区)的作用和基本原理来设置的:
预热区:预热区的温度从室温升至150度,升温斜率应控制在2度/秒,升温时间60~150秒;
恒温区:恒温区的温度从150到200度,升温应缓慢而稳定,升温斜率应小于10度/秒,升温时间60~120秒;
焊接区:焊接区的温度从217度到260度,升温斜率应在2度/秒,升温时间60~90秒;
冷却区:冷却区的温度由峰值温度降至180度,降温斜率应控制在40度/秒以内;
需要注意的是,设置回流焊温度曲线时,实际的温度曲线要和焊膏的升温斜率和峰值温度基本保持一致。如果峰值温度太低或回流时间不够会使锡膏熔融不透,焊接不充分,一般PCB板上有BGA时,最高温度在240~260度时要保持时间40~60秒,以保证有效的焊接。如果焊接的峰值温度太高或回流时间太长,会降低焊点的强度,影响元器件的可靠性和PCB的性能。







