
2022-08-19
工艺参数的确定对焊接质量有很大影响。一般无铅波峰焊工艺参数焊接温度250~260℃,预热温度100-130℃,预热时间60秒以上,预热温升速率3℃/秒以下,冷却速率8-10℃/秒。
波峰焊的温度控制:
波峰焊的温度并不等于锡炉温度,在线测试表面,一般焊接温度要比锡炉温度低5℃左右,也就是250℃测量的润湿性能参数大致对应于255℃的锡炉温度。通过实验表明,一般的无铅钎料合金,最适当的锡炉温度为271℃。此时常用的无铅合金一般存在最小的润湿时间和最大的润湿力,如图5-27所示。当采用不同的助焊剂时,无铅钎料润湿性能最佳锡炉温度有所不同,但是差别不大。
波峰焊锡炉的温度对焊接质量影响很大。温度若偏低,焊锡波峰的流动性变差,表面张力大,易造成虚焊和拉尖等焊接缺陷,失去波峰焊接所应具有的优越性。若温度偏高,有可能造成元件损伤,增强钎料氧化。
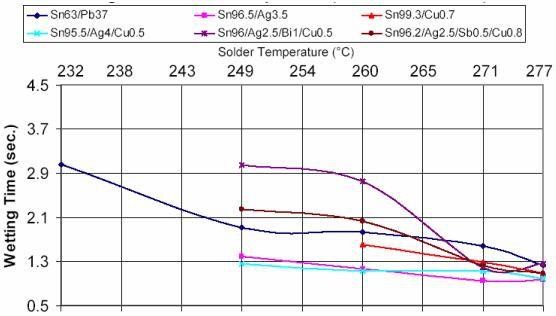
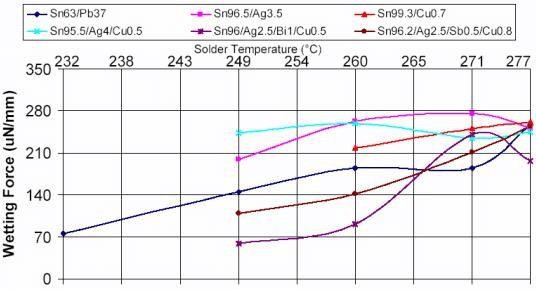
不同无铅钎料在不同温度下的润湿力和润湿时间
对于Sn-0.7Cu钎料合金+无铅专用助焊剂/低VOC助焊剂组合而言,焊锡槽的最佳温度为260-270℃;复合双面板一般要比单面板温度高10~25℃左右;无铅波峰焊中最好使用Tg高的基板材料,因为其有更好的阻抗能力。无铅波峰焊对于元器件影响不是很大,图5-28为SAC405钎料在焊接温度下对不同测试点温度的测试数据,可以看出几条曲线温度相近。
波峰高度:
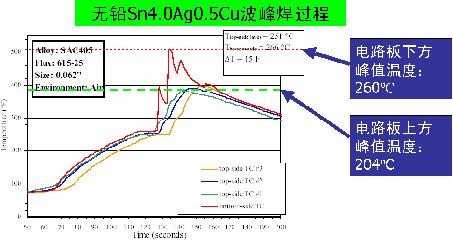
温度曲线测试结果
波峰高度的升高和降低直接影响到波峰焊的平稳及波峰表面焊锡的流动性。适当的波峰焊高度可以保证PCB有良好的压锡深度,使焊点能充分与焊锡接触。平稳的波峰焊可使整块PCB在焊接时间内都能得到均匀的焊接。当波峰偏高时,表面液态钎料流速增大。雷诺数值增大将使液态流体进行湍流状态,易导致波峰不稳定,造成PCB漫锡,损坏PCB上的电子元件,但是有利于焊缝的填充,易引起拉尖、桥连等焊接缺陷。波峰偏低时,泵内液态钎料流速低为层流态,因而波峰跳动小,平稳。焊锡的流动性变差,容易产生吃锡量不足,焊点不饱满等缺陷。波峰高度通常控制在PCB板厚度的1/2~1/3。
浸锡时间:
被焊表面浸入和退出溶化钎料波峰的速度对润湿质量,焊点的均匀性和厚度影响很大。钎料被吸收到PCB焊盘通孔内,立即产生热交换。当印制板离开波峰时,放出潜热,钎料有液相变为固相。当锡炉温度在250~260℃左右,焊接温度就在245℃左右,焊接时间为3~5s左右。考虑到环境温度的变化,助焊剂性能和钎料的温度,接触时间也有所不同。
冷却系统:
无铅化之后,通孔基板波峰焊接时常常会发生剥离缺陷,其原因是因为在冷却过程中钎料合金的冷却与PCB的冷却不匹配。此外无铅钎料与镀有Sn-Pb合金的元件会共同存在一段时间,如果采用含Bi无铅钎料,剥离现象更为凸出。目前解决的最好办法是出口加冷却系统,采用较大冷却速率。
焊后的冷却还从三个方面影响钎焊焊点形态和厚度:(1)影响焊点的晶粒度。适当的过冷度会增大形核率,细化晶粒,提高焊点强度。(2)影响IMC的形态核厚度。对于铜焊盘表面常常会形成一种η-Cu6Sn5相化合物,其不断长大,形成IMC。随着扩散的进一步深入,在铜盘与η-Cu6Sn5之间会形成ε-Cu3Sn相。实验表明,IMC厚度一般以1-3μm为宜。过厚的IMC会导致焊点断裂,韧性和抗低周疲劳能力下降,并且层状的Cu3Sn电子化合物则呈脆性,焊接强度低,导电性能差,从而导致焊点可靠性下降。(3)影响低熔共晶的偏析。焊点结晶过程中由于化学成分不均匀而往往导致偏析产生,再加上低熔共晶的存在,冷却过程中造成焊点内应力而产生焊接裂纹。抑制偏析可以从两个方面努力:(1)研制固液共存温度范围小的钎料;(2)提高冷却速度,使钎料合金来不及产生偏析就已经凝固。
冷却系统应满足以下技术要求:
1)气流应定向,应不导致钎料槽表面的剧烈散热;
2)风压应适当,过大易产生扰动焊点;
3)冷却速度要求适中,急速冷却将导致较大的热应力而损坏元器件。
目前广泛应用的冷却方式是强制自然风冷却,其冷却速度为3-4℃/s,基本上可以满足一般PCB的焊接要求,另外一种冷却方式是采用强制冷源冷却,其冷却速度可达8-10℃/s。对于表面组装比较复杂的PCB,或者是多层板、混装板建议采用这种冷却方式,其冷却效果比较好。
传输系统:
传输带是一条安放在辊轴上的金属传送带,它支撑PCB通过波峰焊接区域。传输带必须平稳,并维持一个恒定的速度。传输带的速度和角度可以进行控制。通过倾角的调节,可以调控PCB与波峰面的焊接时间。适当的倾角有助于液态钎料与PCB更快的脱离,使之返回锡炉内。当倾角太小时,容易出现桥连等焊接缺陷,而倾角过大,虽然有利于桥连的消除,但是焊点吃锡量太少,容易产生虚焊。轨道倾角应控制在5~7°之间。
轨道传输速度在波峰焊接过程中是一个非常重要的参数,因为它的改变将影响整个焊接温度曲线。当传输速度太快时,PCB上助焊剂的涂覆量不足,以及预热温度不够,在焊接过程中容易产生润湿不良,导致上锡不足、露焊、拉尖等焊接缺陷。当传输速度太慢,余热时间太长,导致助焊剂过渡挥发,同样导致上锡不足、露焊,而且浸锡时间过长,容易导致桥连。一般轨道传输速度范围在1.2-1.4m/min。
助焊剂更换:
生产过程中,由于空气中的水分、灰尘,铜箔及元件引线表面的吸附气体、吸附水膜、氧化物、油脂、尘埃等不断进入助焊槽,使助焊剂的杂质含量会慢慢上升,当杂质含量大于300×10P-6P时应予以更换。







