
2022-08-16
波峰焊是当下电子设备生产中主流的方式,日常生活中常见的各类电子设备中的元器件大多都是通过波峰焊工艺生产出来的,波峰焊设备的性能则是对生产出来的产品质量好坏起决定性的作用;很多时候设备买回来后不知道如何验收,今天由深圳日东科技厂家为大家介绍波峰焊设备的验收流程:

1.波峰焊设备验收
新购设备安装调整完毕后,应根据供货方随机提供的主要技术要求进行现场验收,验收方法应由供货方提供,一般都采取标准仪表进行现场测试。有些指标只能通过查阅设计资料判断。例如,钎料槽的温控范围,一般厂家在出厂资料中都给出范围为室温至300℃,有些用户验收时非得将温度升到300℃,这是极为有害的。因为在过高的温度下锡-铅合金对杂质金属的熔解速度将成倍增加,钎料氧化剧烈(特别是锡的损耗加速这对保护钎料是极为不利的。一般验收最好不要超过280℃,至于控制的上限能否达到300℃C,由供货方提供的设计资料判断即可。
2.关键参数的定义和验收
所谓关键参数,即对焊接效果有直接影响的机器性能指标,主要的有以下几项。
(1)波峰阔度
①定义:当波峰高度处于正常作高度Ho(如7~8mm),PCB(板厚为d)位于其上且压波峰的深度为2d/3时,沿传送方向PCB下表面与波峰接蝕的长度称为波峰的阔度。
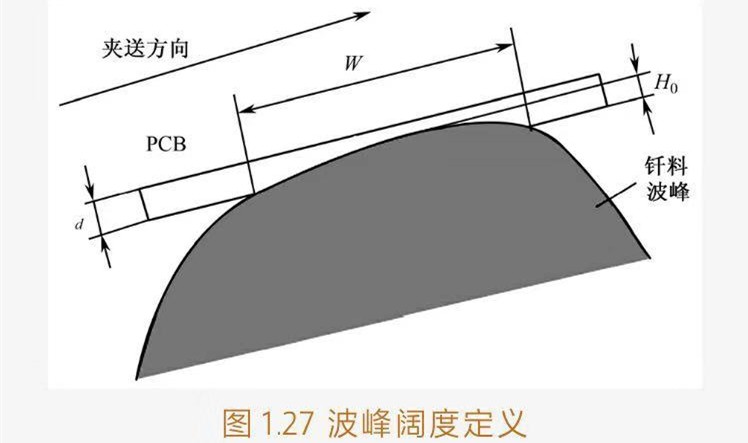
②工艺要求:当夹送系统的夹送速度取v=1.2mmin时,要求阔度不小于40mm±10%(焊接时间约为1.8-2.2S)。
③测试方法:将波峰高度调节至正常工作高度Ho上,然后将带刻度的石英玻璃平板装夹在传送链上,并将其运行至钎料波峰上调节好浸入深度,观察其形状并测量其阔度。
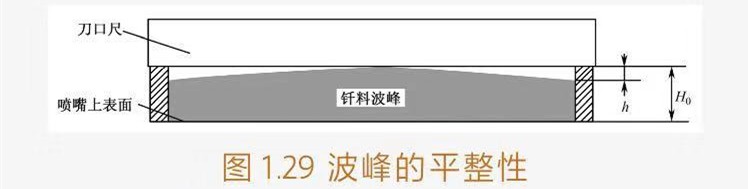
(2)波峰的平整性
①定义:当波峰高度处于正常工作高度Ho(如7~8mm)时,沿波峰阔度方向波峰高度分节的差异性。
②工艺要求:在正常工作波峰高度Ho(7~8mm)上,沿整个波峰阔度范围不平度不大于10%H0.
③测试方法:利用刀口尺横架在整个波峰阔度上并保持与波峰喷嘴的上表面平行。微调波峰高度使其最高点刚好与刀口尺的刀刃相接触,观测其沿整个阔度方向的最高点和最低点的高度差h,其值应不大于10%H0。
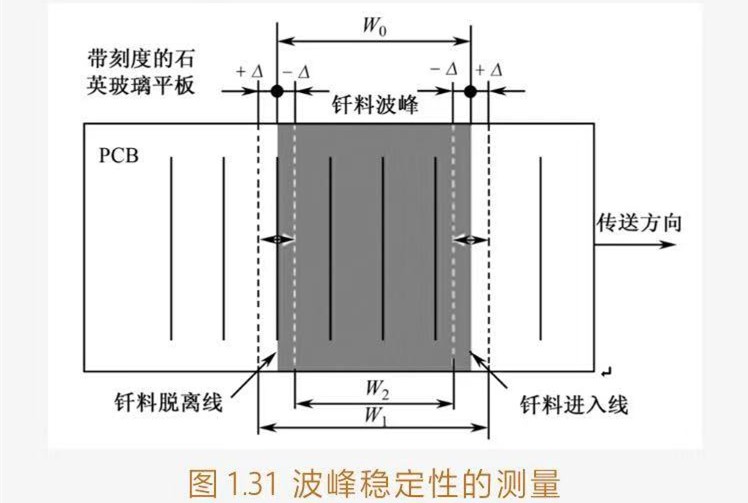
(3)波峰的稳定性
①定义:当钎料波峰在正常的作高度Ho下工作时,波峰幅度沿垂直方向上随时间的跳动量,如图1.30所示。
②工艺要求:波峰沿垂直方向幅度的跳动量△A≤±5%H0.
③测试方法:将波峰高度调节至正常工作的高度H0上,然后将带刻度的石英玻璃平板装夹在传送链上,将其运行至钎料波峰上调节好浸入深度,如图131所示。观测由于波峰高度的波动而导致玻璃平板上钎料波峰的进入线和脱离线之间阔度的变化[W2(Wo-2△)-Wo-W1(W0+2△)]。
(4)夹送速度的精度和稳定性
①定义:PCB在导轨上实际传送的速度(v)与控制系统CRT上设定的速度(v0)的差异(Vc-V0)定义为夹送速度的精度;而将在某一时间段内(如30min)每设定间隔时间(如5min)测试的数据的精度变化量定义为稳定性。
②工艺要求:夹送速度的精度为v0±10%;30min内的精度最大波动量应≤(V-V0)10%。
③测试方法:可在下述两种方法中择一而行。
在导轨上精确量取长为1M的参照段,在显示屏上设定一组传送速度数据v0并启动传送系统运转后,取块厚为2mm长度不限的PCB块或金属铝板,将其装夹于系统的导轨上。当PCB前端线运行到参照段的起点(a)时启动计时计计时,直到PCB的前端线运行到与参照段的未端(b)点对齐时停止计时。假定测取的可隔时间为t(s),按下式计算其实测速度vc(m/min),并与预置的显示值vo(m/mn)比较求取其偏差值。vc=1×60/t(m/min)
取一块厚为2mm长为0.3m的PCB块或金属铝板,将其装夹于系统的导轨上。启动运行后,取图1.32中所示的a点为参照点,当PCB的前端线对齐a点时开始计时,持续到PCB后端线移动到与a点对齐时停止计时读取计时器的数据t(s)后,按下式即可计算出的实际速度vc,并与预置的显示值vo比较求取其偏差值。vc=0.3×60/t(m/min)
(5)钎料槽温度的均匀性和稳定性
①定义:钎料槽内波峰钎料和液面内各点之间的温度差异的大小(ΔT),即反映了钎料槽温度的均匀性
②工艺要求:ΔT≤1℃
③测试方法
温度均匀性:用温度分辨率不大于0.5℃的标准温度计直接测量并判断即可。
温度的稳定性:用温度分辨率不大于05℃的标准温度计,每间隔1min测取钎料槽內的温度值,连续10次,判断其数值的变化即可反映钎料槽温度的稳定性。
温度测量偏差:在显示屏上设置某一温度值T。后,约过20min用标准温度计测量钎料槽内钎料的实际温度值Tc,比较其数值的差异,即反映了系统的温度测量偏差,要求|Tc-To|≤1C。







